








Pengelasan sudut posisi horisontal adalah proses pengelasan di mana sambungan sudut dihubungkan pada posisi horizontal. Posisi horizontal adalah posisi di mana permukaan sambungan sudut berada pada posisi sejajar dengan lantai. Pengelasan sudut posisi horisontal dapat digunakan untuk menghubungkan dua benda logam pada sudut tertentu, seperti pada pembuatan struktur baja, jembatan, atau pipa.
Proses pengelasan sudut posisi horisontal melibatkan beberapa tahap, di antaranya adalah:
Persiapan bahan: Persiapan bahan meliputi pembersihan dan penghalusan permukaan benda logam yang akan dilas. Hal ini bertujuan agar proses pengelasan dapat berjalan dengan baik dan hasilnya maksimal.
Penyusunan posisi: Penyusunan posisi dilakukan dengan memastikan sambungan sudut berada pada posisi horizontal dan stabil.
Pemasangan elektroda las: Pemasangan elektroda las dilakukan pada mesin las, kemudian elektroda las diarahkan ke permukaan sambungan sudut.
Pengelasan: Pengelasan dilakukan dengan menggerakan elektroda las ke sepanjang sambungan sudut secara perlahan, sambil mengontrol kecepatan dan arus las yang digunakan.
Pemeriksaan hasil las: Setelah proses pengelasan selesai, hasil las perlu diperiksa untuk memastikan bahwa lasan tersebut kuat, solid, dan tidak terdapat kecacatan seperti retak atau porositas.
Pengelasan sudut posisi horisontal dapat dilakukan dengan menggunakan berbagai jenis teknik las, seperti las busur listrik terproteksi (Shielded Metal Arc Welding/ SMAW) atau las gas (Gas Metal Arc Welding/GMAW).
TEKNIK PENGELASAN
TEKNIK PENGELASAN BUSUR LISTRIK ..
Penanganan Mesin Las Busur Listrik Arus Bolak - Balik
Pengelasan Sudut Posisi Horisontal
Tahapan yang perlu dilakukan dan hal-hal penting yang harus
diperhatikan meliputi :
1. Persiapan
Sebagai langkah awal dalam proses pengelasan ini, lakukan
persiapan dengan melakukan langkah-langkah sebagai berikut :
(1) Siapkan pelat logam dirakit dengan membentuk huruf T.
(2) Gosok permukaan logam sepanjang garis pengelasan dengan
sikat baja.
(3) Letakkan benda kerja secara horisontal.

2. Penyetelan kondisi pengelasan
(1) Atur besarnya aliran gas pada 20 l/menit.
(2) Potong ujung kawat sehingga jarak antara chip dengan ujung
kawat sekitar 15-20 mm
(3) Atur arus pengelasan sekitar 250-280 Ampere.
Kontak
tip
Nosel

3. Penyalaan busur
(1) Nyalakan busur kira-kira 10 mm didepan ujung awal
pengelasan dan kembali ke awal pengelasan.
(2) Jaga jarak antara chip dengan logam dasar sekitar 15-20 mm.
(3) Pegang torch dengan sudut sekitar 70o-80o terhadap arah
pengelasan.
(4) Pegang torch dengan sudut 45o terhadap plat dasar.
(5) Ujung kawat harus diarahkan pada sekitar 1-2 mm dari root
(akar)
Arahkan pada bagian akar pada keadaan 250 A atau
kurang
Logam
Cair
250 A atau kurang 250A atau lebih

4. Pengelasan
(1) Gerakkan torch dengan ujung kawat selalu diarahkan pada
depan logam cair.
(2) Leburkan kedua logam dasar secara merata
(3) Jangan diayun.
Arah pengelasan
Plat tegak
Logam cair
Plat datar
Garis
pengelasan

5. Pengisian kawah las
(1) Ulangi sampai tinggi kawah las menjadi sama dengan
reinforcement.
(2) Jangan pindahkan torch dari kawah las selama periode after
flow

6. Pemeriksaan hasil las
(1) Periksa bentuk lasan.
(2) Periksa kondisi hasil las pada titik awal dan titik akhir.
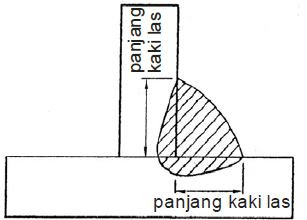
(3) Periksa kedua kaki las.
(4) Periksa jika ada takikan atau overlap.
(5) Periksa jika ada lubang atau retak.
(6) Periksa kebersihannya.
panjang kaki las
panjang
kaki las
 Share ke Twitter .
Share ke Twitter .  Share ke Facebook .
Share ke Facebook .  Share ke Pinterest .
Share ke Pinterest .  WA : 0858 0666 1138 |
WA : 0858 0666 1138 |  Versi MOBILE
Versi MOBILE  Facebook
Facebook